去年の7月にホームページをリニューアルしてから、個人の方からのお問い合わせが多くなりました。
現在はそのすべてが溶接に関するものですが、小さかったり、細かったり、熱を加えるとダメになってしまう物(装飾されている)などはお受けできない物もあります。
それはそうなのですが、そこでのコミュニケーションはとても楽しいのです。
当社はBtoBがメインですので、お客様からお預かりした図面を元に製作していくスタイルです。
それでも、製作工程の打ち合わせはあります(そもそも打ち合わせが好き)。
最近は個人のお客様も増えてきて、その問い合わせに当社の技術がどこまで生かせるのかを検証していかなければなりません。
材質、大きさ、強度、使用目的などの情報から判断します。
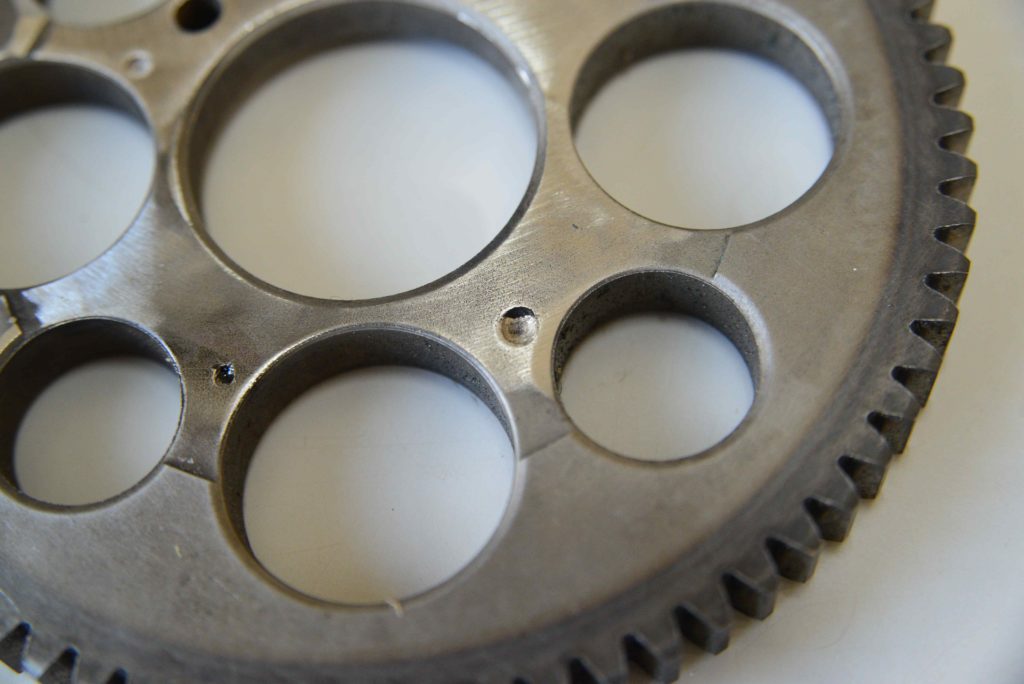
今回のこの製品もそれらの情報から判断して承ることにしました。
が!しかし!届いた品物を溶接してみたら!
取り敢えず、確認のためTig(タングステン イナート ガスの略)溶接でアークを出してみたらいきなりのブロー!(今回のお客様は気を利かせてくれて、テスト用の部材も用意してくれていました、この後これが大いに役立ちます)
シールドガスで使っているアルゴンが出ていないのかと思ったら、ちゃんと7L/min出ている。
なんでだろう・・・・としばらく考えて(そもそも、私は鍛造品だと思っていた鋳物ではないとは思っていたけど・・)インターネットで検索(本当に便利な世の中です)。
思い当たるキーワードを入れてみると・・・・
今回の部品は焼結冶金(粉末の金属を溶融温度手前で焼き固める)で出来ていることが判明。
文献にも「溶接は困難」と書いてあります(これは困った・・・)。
そこで思いついたのは 銀ロー付けです。
これも当社で出来るのでお客様と相談してテストの部材でやってみることにしました。

適当な材料を切ってきて、フラックスを塗って、バーナーで加熱!

耐火煉瓦の上でバーナーで加熱を始めると、モクモクと煙が・・・(何が起こっているんだ!)
そして引火。
金属を焼き固める工程で何か添加しているのだと思うのですが、それが熱を加えることでガスとなって噴き出して火が付いたと思われます。
結局真っ黒になって銀ローも綺麗に流れません。
これは安請け合いしてしまったか・・・・と途方に暮れて、しばらく思案にふけり。
思いついたのが、溶接は止めて機械的に結合させる方法。

当社にある汎用フライス盤(静岡鐵工所のVHR-SD)で加工して6本のセットスクリューで固定するという方法。
ちなみにこの静岡鐵工所のVHRシリーズはとても使いやすくて便利です、しかもこのSDはインバーターでの回転制御なのでVベルトの駆動と違って回転数の変更が簡単、私が好きな機械の一つです。

こんな感じで、ギヤとボスの境目にタップを立てて、ネジを入れて固定する。

回転部品なので、緩んでこないようにロックタイト243をネジに塗布します。

十分に脱脂してネジを入れます。
これで完成。

今回は左側のテスト用の材料が無かったら、大変なことになっていました。
気を利かせて頂いて本当に助かりました。
今回の作業はとても勉強になりました、ありがとうございます。
今後共よろしくお願い致します。
ここでお知らせです!
当社のデザインカット部門ピネココが新しいシリーズを作りました!