折れてしまった鋳物のハンドル。
お菓子を作る機械のハンドルだそうですが、もうどこにも売っていないということで、当社に修理の依頼が来ました

鋳物の溶接は難しいといわれています。
磁石がつくから鉄でしょ?って思われるでしょうが、圧延材と鋳物は作り方も中の成分も違います(すごくざっくり)。
ですから鋳物の溶接にはちょっとコツが必要です。
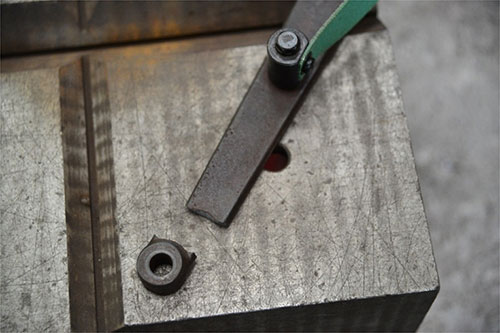
写真は2枚しかありませんが、完成までの工程は・・・
- 折れた状態で合わせて仮止め(おせんべいを割ってまた合わせてみる感じ)
- 開先(溶接は表面だけ着いているのはダメ)
- 予熱(小さいものは不要ですけど、大きな鋳物や高炭素鋼は溶接すると割れやすいのでバーナーで温める)
- 本溶接(これはTig溶接TigはTungsten inert gasの略 仮止めもこれ)
- 後熱(溶接した品物が急激に冷えると割れる恐れがあるので熱を加える)
- 徐冷(ゆっくりと冷やすためにロックウールなどの中に入れる)
これで完成
だけどちょっと待って!
このブログを読んでくれた人だけ特別に溶加棒の選定のしかたを教えます。
鋳物や高炭素鋼の溶接にはニッケルの含有量が多い(50%以上)ものがおすすめ。
モリブデンが添加されているものはさらに耐割れ性が向上します。
如何でしたでしょうか。
このブログがお役に立てれば幸いです。